Our project represents a computing-based manufacturing process that subdivides the
superposition patterns of any two images by digital image halftoning and generating cut
variations through depth and width using CNC processes. This ultimately forms a rich and
wide-ranged tessellation which then forms the basis of how we create our ceramic piece.
Halftone processing transforms the grayscale information of images into different plane
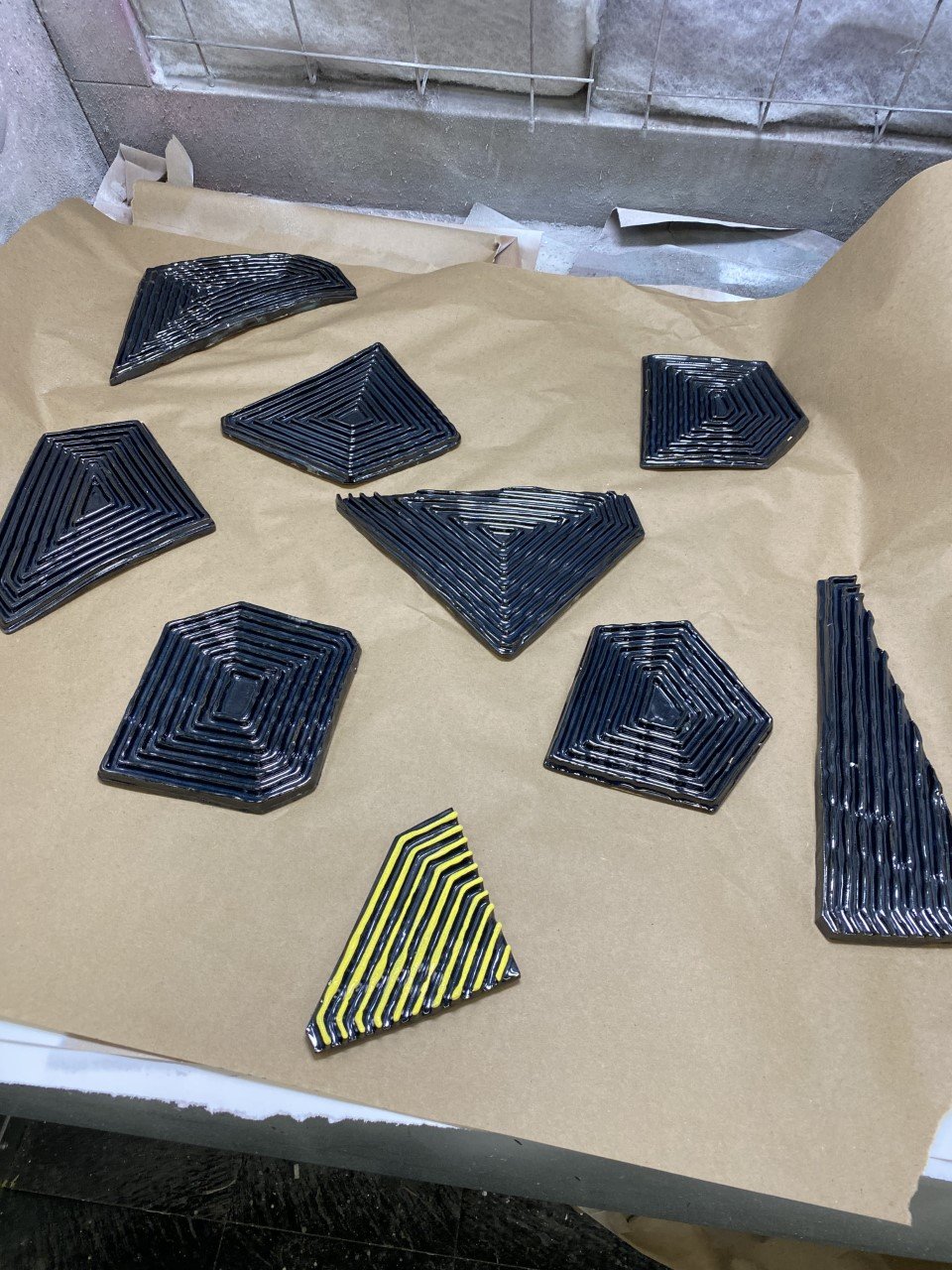
effects and cutting paths controlled by two variables: width and depth. The effect then
varies depending on how deep the CNC drill goes, after testing multiple depth and width
variations using MDF, our team has chosen a cut angle of 15 degrees and a cut depth of
0.35 inches to demonstrate the tessellation effect at its fullest.
Halftone Tunnel
Group Work with Zhen Yu Yang
Date: December, 2021
Material: White Stoneware Ceramic & MDF 3’x2’ 1:3 Scale Mockup
Work Exhibited at Gallery 224 in Allston, MA, Feb 1 - March 11th, 2022
Harvard Graduate School of Design: SCI 6317
Instructors: Nathan King & Zach Seibold

Research Methods
Fundamental Principles
We wanted to generate the tunnel image through cut variation based on halftone representation, which is capable of converting color-separation images into halftone images. Using CNC processes to generate this image, we investigated how using different drill bit sizes, different angles, different widths, and different depths allowed for different readings of the tunnel. A general overview of the framework described in this paper are as follows:
(1) Image processing from color-separation into halftone images
(2) Conversion from image to CNC milling path
(3) Experiment with CNC techniques that affect the image representation on the tile
(4) Pressing ceramics
(5) Glazing experiment that affects the image representation on the tile
Image Processing
This project superimposess two different images, one is the gray display of any image, and the other is the strip geometric pattern to simulate continuous-tone imagery with legible reading. The selected image (Tunnel) was first processed into grayscale and superimposed with the texture image (Voronoi). By adjusting the relevant parameters of each threshold, the appropriate superimposed part is selected to represent the shadow information in the original pattern. We can manipulate the image in two ways. The first is to use a wider edge to define the overlap space, and use a thinner path to display the rest. The second is to use a darker color to define the overlap space based on gray difference and use a brighter color to display the rest.

Fig 1. Selected Image Halftoning

Fig 2. CNC Width Variation Workflow

Fig 3. CNC Depth Variation Workflow
CNC Testing & Variations

Fig 4. CNC Cut Variations
The purpose of this operation is to transform the visual pattern formed by image processing into a three-dimensional model by Computerized Numerical Control milling, and further adopting this model as the mold to produce our ceramic tiles. Our group also tested different cutting paths to generate diverse sections and texture effects as separate iterations for comparison. The two patterns formed by image processing express the graphic information by width and grayscale as variables respectively. Through CNC operation, two or three different 3D stripe patterns are derived from each pattern through different cutting methods (contour and pocket) and different drill bits scale settings. In detail, in terms of width, according to the line width range from the halftone image, we used three drill bits, the widest uses a ¾ ball drill, the middle uses a ½ ball drill, and the thinnest a ¼ ball drill.
Panel Selection

Fig 5. Image Panelization for Fabrication
The Voronoi texture is divided into 16 pieces by its enclosure edge. After milling the CNC mold on MDF, we then cut the MDF into 16 parts, and pressed clay into each part. Ideally, the ceramic should be the inverse pattern of the mold, which in comparison should have been the better way to read the image. In order to have a smooth release process of the clay, we sealed the wood with shellac and then powdered the mold pieces with corn starch to ensure a smooth process. We ultimately ended up using white stoneware as terracotta didn’t produce the desired results we wanted during the early tests. Once we were finished with pressing, we tried to flatten the pieces by sitting them on MDF boards with the mold pieces on top to let them be as smooth as possible.
MasterCAM CNC Toolpath

Fig 6. MDF Cut test (Depth & Width)/ Digital Fabrication







MDF Model

Ceramic Model






